
Loch CNC-Bohrmaschine für Möbel
Was ist die Hole CNC Drilling Machine?
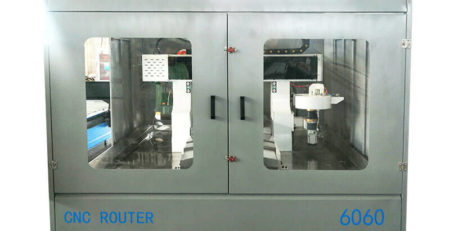
Infrarot-Laserseite Hole CNC Drilling Machine ist eine wirtschaftliche und praktische horizontale Lochstanzanlage für Blechmöbel. Es ist eine automatische Produktionsanlage, die Laserkopf-Induktion verwendet, um das seitliche Lochstanzen und Schlitzen von festen Blechteilen zu lösen. Es ist vor allem für das Problem der Schlitzen, vertikale Loch Stanzen und Seitenloch Stanzen in der Materialverarbeitung Prozess verwendet.

What is the Drilling Machine?
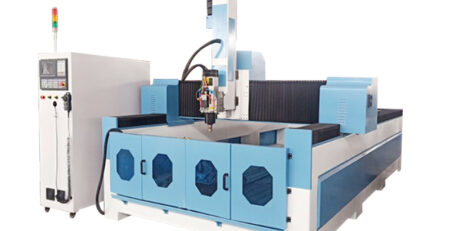
Eine Tieflochbohrmaschine ist eine spanabhebende Werkzeugmaschine, mit der sehr tiefe Präzisionslöcher in praktisch jedes Metall gebohrt werden können. Tieflochbohrmaschinen ermöglichen die Leistung spezifischer Werkzeuge wie BTA und Gundrills, um das Tieflochbohrverfahren für die Hersteller zu optimieren. Die Maschinen sind so konstruiert, dass sie die von diesen Werkzeugen verwendete Technologie integrieren und alle Aspekte des Prozesses optimieren, um tiefe Löcher mit Genauigkeit, Zuverlässigkeit und Effizienz zu bohren.
Tieflochbohrmaschinen sind ideal für verschiedene Größen von Tieflöchern und Produktionsniveaus und werden für Löcher mit einem Verhältnis von etwa 20:1 Tiefe zu Durchmesser oder mehr benötigt. Spezielle Tieflochbohrmaschinen bieten die Werkzeugunterstützung, die Kühlmittelzufuhr und die Prozessrückmeldung, die es den Herstellern ermöglichen, ihre Ziele beim Tieflochbohren zu erreichen. Diese Merkmale optimieren den Prozess und geben den Tiefbohrverfahren den Vorrang, indem sie im Vergleich zu CNC-Bearbeitungszentren die Zykluszeit verkürzen, die Werkzeuge stabilisieren, die Späne abführen und Werkzeugbrüche und Prozessausfälle verhindern.
Anleitung zum Tieflochbohren
Der Tieflochbohrer ist ein Bohrer, der speziell für die Bearbeitung von tiefen Löchern entwickelt wurde und in zwei Arten unterteilt werden kann: äußere Spanabfuhr und innere Spanabfuhr.
Der größte Nachteil des Tiefbohrens ist die Schwierigkeit der Wärmeableitung und des Späneabtransports.
Einführung
Der Bohrer ist speziell für die Bearbeitung tiefer Löcher konzipiert.
Bei einem Lochtiefenverhältnis von mehr als 6 spricht man in der Regel von einem Tiefloch in der Bearbeitung.
Beim Tieflochbohren sind die Wärmeabfuhr und die Spanabfuhr schwierig, und das Bohrgestänge ist schlank und hat eine geringe Steifigkeit, die anfällig für Biegungen und Vibrationen ist.
Kühlungs- und Späneabfuhrprobleme werden im Allgemeinen durch ein Druckkühlsystem gelöst.
Merkmale der Tieflochverarbeitung
Der Schaft der Bohrmaschine ist schlank und steif, und es ist schwierig, die Späne zu entfernen.
Aufgrund der Schneidfähigkeit des Werkzeugs in der Bohrung können die Schnittbedingungen und der Werkzeugverschleiß nicht beobachtet werden.
Tieflochbohrverfahren
Durchmesser 3 ~ 20mm mit einem Tieflochbohrer.
Durchmesser 20 ~ 65mm mit Hochdruck-Innenzerspanung Tieflochbohren oder mit dem Saugbohrer, kann auch mit Wendeschneidplatten versetztes Tieflochbohren verwendet werden
Die Methode der Verwendung
Bohrmaschine: Das Verfahren, bei dem mit einem Bohrer ein Loch in ein festes Material gebohrt wird, wird als Bohren bezeichnet, und die spezielle Vorrichtung zum Bohren wird als Bohrmaschine bezeichnet.
Tieflochbohrmaschine: Die Tieflochbohrmaschine ist eines der Arbeitsteile des Werkzeugs, das meist von der bearbeiteten Oberfläche umgeben ist.
Daher gibt es Probleme wie Steifigkeit, Spanabfuhr, Führung und Kühlschmierung des Werkzeugs.
Der Meißel der Tiefbohrmaschine hat eine geringe Steifigkeit und kann beim Bohren leicht "verbogen" werden.
Der Grund dafür ist die Begrenzung durch die Bearbeitungsbohrung, die im Allgemeinen lang ist, und gleichzeitig ist es erforderlich, einen möglichst großen Span auf dem Bohrer zu haben.
Die Rille erleichtert den Abtransport der Späne, wodurch der Kern dünner und damit weniger steif wird.
Aufgrund der Steifigkeit und Führung des Bohrers (beim Bohren kommen nur zwei schmale Kanten des Bohrers mit der Bohrlochwand in Berührung) sind die beiden Hauptschneidkanten nur schwer symmetrisch, und die Radialkräfte können sich nicht gegenseitig aufheben.
Außerdem ist der erste Kontakt mit der zu bearbeitenden Oberfläche beim Bohren die Meißelkante mit einem großen negativen Spanwinkel, was ihr das Eindringen in den Schnitt erschwert.
Daher neigt der Hartmetallbohrer beim Bohren zum "Vorspannen", was dazu führt, dass die Achse eines gebohrten Lochs. Schief oder Öffnung Expansion, nicht rund, etc.









Schreibe einen Kommentar
Du musst angemeldet sein, um einen Kommentar abzugeben.